




Los beneficios del pellet para desempeño zootécnico de pollos de engorde están comprobados por numerosos estudios ya realizados a nivel mundial, sin embargo, todavía hay un conflicto constante entre teoría x realidad cuando se compra e instala un proyecto de peletización en relación a la calidad de pellet comparada a la capacidad nominal de la prensa.

Para comprender mejor este conflicto, que es amplio, este artículo será subdividido en 3 publicaciones.


En primer lugar, es importante definir cuál es el proceso de
transformación de ingredientes granulados en pellets:


este proceso ocurre por cambios fisicoquímicos que ocurren en el tratamiento térmico generado por la adición de vapor saturado bajo presión constante de trabajo con exposición a temperatura y humedad durante un tiempo determinado de acondicionamiento, prensado y enfriamiento.
Según Reimer et al. (1992), factores como la formulación, el DGM (Diámetro Geométrico Medio de la partícula) de la ración granulada, el acondicionamiento, el prensado y el enfriamiento afectaron directamente a la durabilidad del pellet.
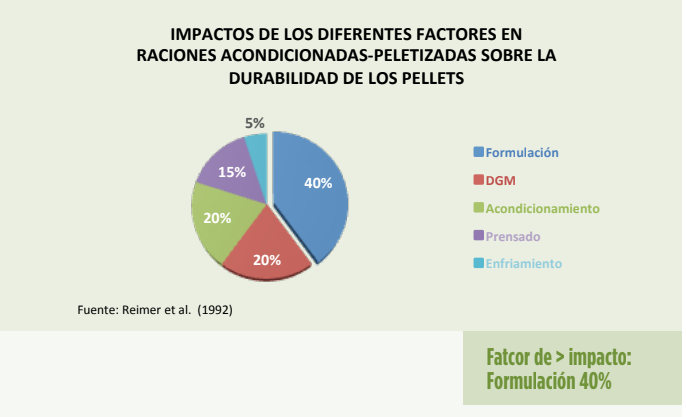

La variedad de materias primas y sus distintas características nutricionales y físicas desafiaron el proceso con cada nueva composición de formulación.
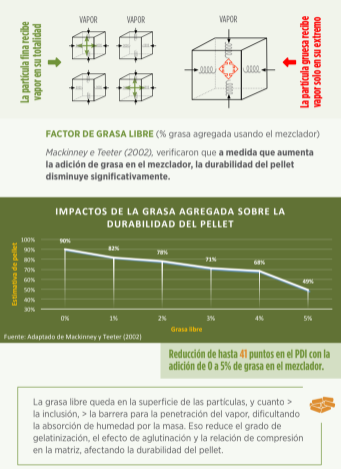
Muramatsu keisuke et al. (2013), a su vez, verificó impactos significativos en el DGM, y aún de forma más específica, abrió el factor acondicionamiento y formulación y constató que las adiciones de humedad por medio de vapor y grasa libre en el mezclador también afectan en porcentajes significativos la
durabilidad del pellet.

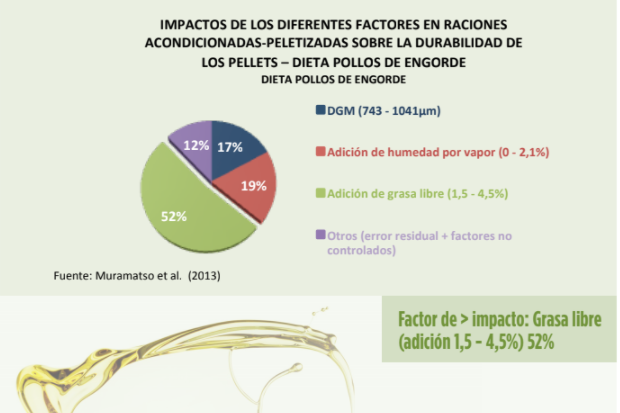
La adición de grasa libre usando mezclador en porcentajes de
1,5 a 4,5% afectó en hasta 52% la durabilidad de los pellets.
Tal constatación demuestra la tesis de Reimer et al. (1992) de
que la formulación y su composición para cumplir con los
niveles nutricionales de cada especie, es el factor de mayor
impacto en el proceso de peletización para la formación de
buenos pellets. Aquí reside el punto de inflexión.



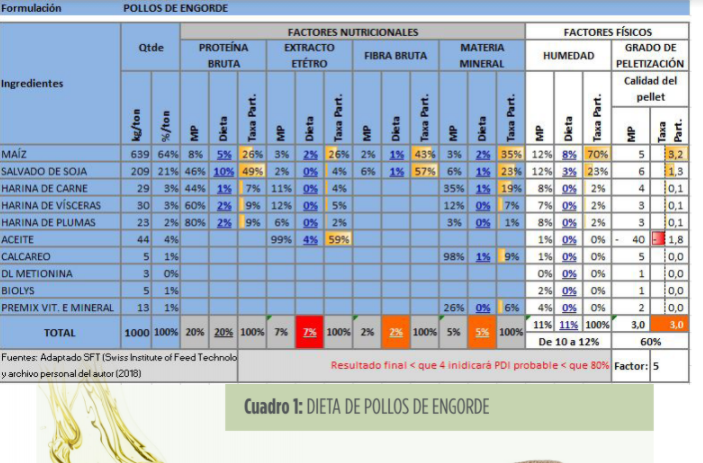




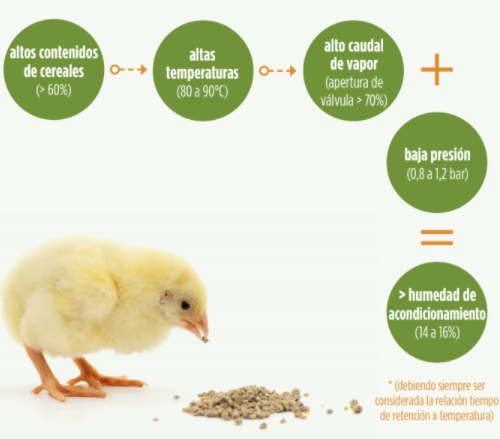
Las dietas para pollos de engorde tienen por características:
![]()

![]()
![]()
Tal asociación dará como resultado, por regla general, una baja calidad de pellets (60 a 70%), pero ofrecerá una alta eficiencia en el prensado.
El cuadro 1 hace una asociación de las características individuales de cada materia prima de forma cuantitativa en relación a la influencia sobre la calidad del pellet con notas de 1 a 10, totalizando un valor de PDI aproximado.
El estudio de la formulación demuestra que diferentes factores/variables afectan significativamente el proceso y la calidad del pellet, siendo necesario complementar el estudio y entender cuál es la intensidad en que resulta esa interferencia.
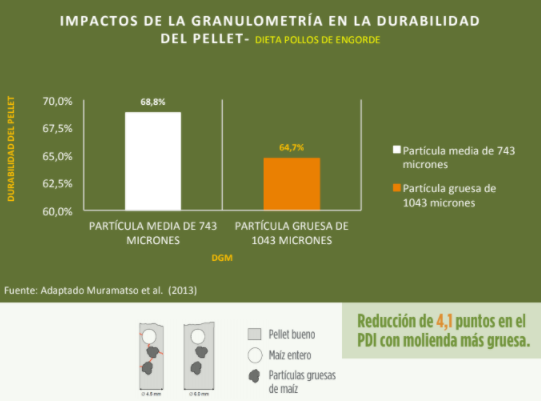
FACTOR DGM (Diámetro Geométrico Medio de la partícula)
Muramatsu keisuke et al. (2013), verificó que a medida que aumenta el tamaño de partícula, la durabilidad del pellet disminuye.



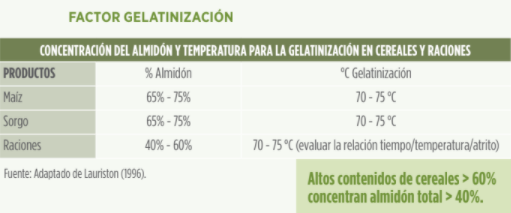
En estudio interno del propio autor (2015) fue verificada la
reducción del grado de gelatinización del almidón en cereales (maíz
y sorgo) a medida que el DGM de los granos fue aumentando.

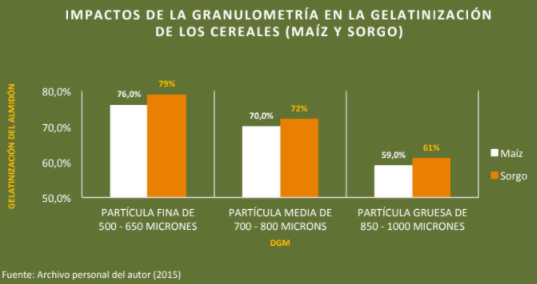
Reducción de 17 puntos en el
grado de gelatinización del
maíz y 18 puntos en el sorgo,
22,5% de pérdidas cuando son
comparadas partículas finas y
partículas gruesas.
![]()




FACTOR VAPOR
Kersten (2005), constató que a medida que aumentaba la adición de vapor disminuía el consumo de energía eléctrica y el coeficiente de abrasión.

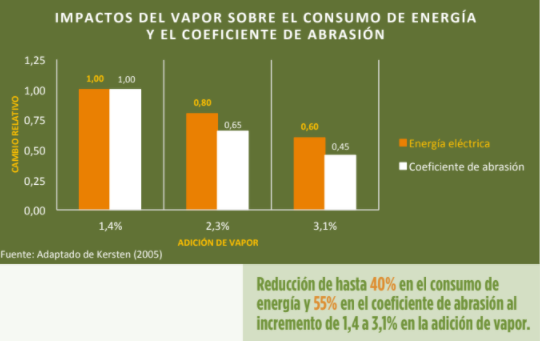
![]()
A medida que se agrega más vapor, la temperatura de la masa
aumenta, así como el contenido de humedad que eleva el grado
de gelatinización. Esto reduce la fricción de la masa entre rodillos
y matriz, reduciendo el coeficiente de abrasión del pellet al ser
expulsado por los agujeros de la matriz. Es importante destacar
que la reducción del coeficiente de abrasión no es pérdida de
compresión, sino más bien, reducción de desgaste de los pellets
al pasar por los agujeros de la matriz, disminuyendo el porcentaje
de finos ya en la salida.
VARIABLES EN EL ACONDICIONAMIENTO –
TIEMPO, TEMPERATURA, HUMEDAD Y PRESIÓN

1/2 – TIEMPO/TEMPERATURA
Svihus (2005), verificó que la relación tiempo/temperatura afecta significativamente la durabilidad del pellet, donde menos tiempo de retención demanda más temperatura, así como más tiempo de retención demanda menos temperatura de acondicionamiento para obtener el mismo PDI.

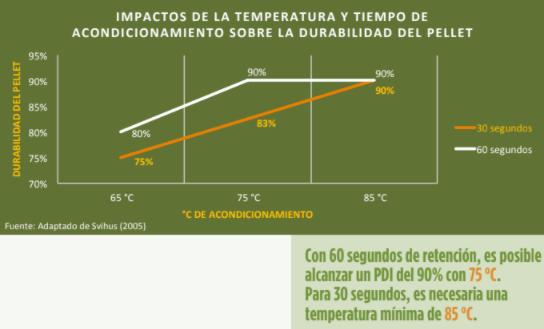
Cuanto menor el tiempo, mayor debe ser la temperatura para alcanzar el PDI preconizado por la dieta. ![]()



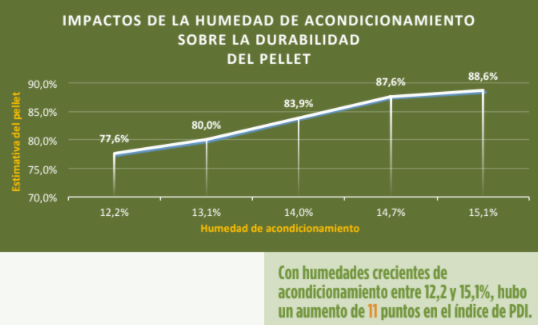
Stark and Ferket (2011), descubrió que a medida que el porcentaje de humedad en el acondicionador aumentaba, la durabilidad del pellet mejoraba significativamente.

![]()
gelatinizan el almidón del salvado, rompiendo
sus estructuras, causando efecto de aglutinación natural y facilitando la unificación de las partículas en el moldeado de la masa por medio de la compresión entre rodillos y matriz.



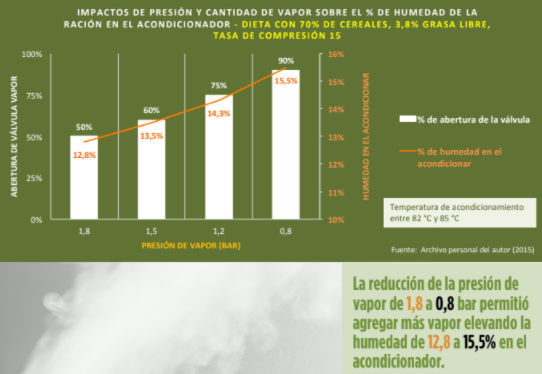
En un estudio realizado por el propio autor (2015), en una dieta con 70% de cereales (maíz), fue verificado que la medida que la presión de vapor era reducida, ocurría interacción directa con la temperatura de acondicionamiento también en reducción. Para mantener la temperatura por encima de 82°C, fue necesario aumentar el porcentaje de apertura de válvula hasta 90%.





El porcentaje de gelatinización total de ese almidón será el principal ![]()



Muramatsu keisuke et al. (2013), verificó que las diferencias entre las tasas de gelatinización fueron encontradas entre los dos procesamientos térmicos evaluados en este estudio:
![]()





Es en este aspecto que la extrusión supera la peletización, principalmente por medio de la energía mecánica aplicada bajo la masa por el mayor tiempo y presión haciéndola expandir y elevar el nivel de gelatinización. Aun así, en la peletización, se debe buscar en el acondicionamiento el mayor tiempo/temperatura de acuerdo con las dietas de forma a alcanzar el mayor índice posible de gelatinización en el proceso.



FACTOR DE PRENSADO
En estudio interno del propio autor (2015), en una dieta con adición de grasa libre de 3,8%, fue verificado que a medida que se aumentó la tasa de compresión de la matriz, fue obtenida una mejor durabilidad de pellet.




Para dietas de pollos de engorde, la tasa recomendada
de compresión de la matriz debe ser de 14 a 18 con
consumo máximo en kWh/ton de 10 a 12, ese intervalo
se da en detrimento de la variación en el porcentaje
de grasa libre de cada formulación. En el estudio en
cuestión, la tasa de compresión inicial de 13,75 ya está
por debajo del mínimo establecido, aún con el agravante
de la alta inclusión porcentual de aceite directo en
el mezclador, combinación que resultó en alta ton/h
con baja durabilidad de pellet. Para hacer buenos
pellets, fue necesario entonces elevar la relación de
compresión a 16, y sólo entonces fue posible obtener
PDI > 80%. Para cada punto incrementado en la relación
de compresión, fue incrementado 6,3 puntos de pellet,
para PDI del 90% es necesario operar con la relación de
compresión límite de 18 (+1,75 puntos). En la búsqueda
del objetivo del PDI adecuado, habrá impactos directos
en menor consumo de kWh/ton y mayor eficiencia en
ton/h de la prensa.
Conociendo los diferentes factores y variables que impactan la calidad del pellet y sus implicaciones para el proceso, cabe entonces ahora responder a la pregunta inicial:
¿El proceso debe cumplir con la nutrición o viceversa?
La respuesta es: sí, la nutrición debe ser atendida, y para tal, es necesario entender que cada dieta nutricional tiene su característica específica y debe ser evaluada de acuerdo con el cuadro de estudios presentado en este artículo en relación a sus factores nutricionales y físicos antes de ser procesada.
Después de adoptar esta regla, es posible
establecer parámetros de operación previos con
objetivos de producir buenos pellets.



Al considerar como regla el 85% de la producción efectiva de la planta, la demanda será de 44,5 ton/h.
En general, los altos volúmenes comprometen directamente la calidad del pellet producido, pues, en la mayoría de las veces, el proyecto es pensado para atender la capacidad nominal dejando de evaluar la capacidad efectiva de la planta, y cuando sea necesario elegir la decisión será siempre atender a la demanda en volumen, quedando en segundo plano la calidad del pellet.
El próximo artículo abordará los impactos de los diferentes factores sobre la eficiencia productiva, por lo tanto, será posible entender mejor este antagonismo real del proceso de peletización (calidad de pellet x eficiencia productiva) en las dietas de pollos de engorde.

