


El control de proceso centra la atención en los detalles y/o microdetalles que afectan la calidad y el rendimiento de los pollos que se faenan diariamente. El control de proceso es un concepto gerencial utilizado por Toyota.
El propósito de este artículo es relacionar los aspectos más importantes en cada una de estas etapas, con el fin de mantener todas las variables que las rigen bajo control.
- Quienes ejecutan esta actividad deben desarrollar la capacidad de visualizar situaciones especiales, las cuales deben tenerse presente en el mapa mental de cada operación y cuando se detecten vayan directamente al punto.
PREFAENA
Enjaulado por las patas
Jaulas forman parte de los cerramientos. Los trabajadores toman los pollos por las patas, caminan un poco y los introducen perpendicularmente en las jaulas, teniendo dos cuidados:
- Ninguna parte del cuerpo toca la zona perimetral donde se sostiene la tapa.


- El lugar donde se colocan en la jaula está desocupado.
Cargadores atrapan las aves y caminan con ellos manteniendo los brazos rectos y sin moverlos, una distancia superior a 20 metros en algunas ocasiones, donde se estacionan los camiones. Las jaulas están al lado de la plataforma, que una vez se pesan se van subiendo: manual y /o automáticamente a los camiones.
Cargue de camiones
Si las jaulas se llenan dentro de las naves, una vez completada la carga se desplaza manualmente y/o automáticamente.
- Las jaulas se conectan entre sí, como vagones de un tren arrastrados por un winche operado a control remoto dejándolos cerca de un transportador reversible que los sube a la plataforma, en este reversible se los sube a la plataforma.
En ese lugar se encuentran dos grupos de dos operarios, que colocan las jaulas sobre carritos especiales hasta alcanzar la altura de 8 o 9 jaulas. Una vez completado las van llevando al sitio más próximo al camión donde se inicia la organización de estos.




Transporte hacia la planta
En climas calurosos algunas empresas mojan los pollos para refrescarlos en las granjas.
Finalizada esta actividad los vehículos deben partir de inmediato hacia la planta procesadora, para disipar el calor evaporativo que se incrementa gradualmente.

Los fabricantes de camiones destinados a esta labor cotidiana ofrecen plataformas con todas las mejores tecnologías posibles para que los pollos se conserven dentro de la zona de confort, independientemente de las condiciones ambientales que llegan a niveles extremos.
Parámetros de Referencia:
- Climas calurosos: 0,05% hasta 0,10% del total de pollos procesados. Ejemplo: 100.000 aves.
- Los pollos muertos – DOA-, entre 50 y 100 animales.
- Climas fríos: 0,05%. Ejemplo: Proceso: 100.000 pollos/día.
- DOA: Máximo 50 pollos
RECORRIDO
Es muy importante que los operadores de estos camiones recuerden que transportan una carga viva, frágil. Por lo tanto, deben disciplinadamente cumplir las normas establecidas por las empresas dueñas de los pollos:
Reducir la velocidad en las curvas para que la acción de la fuerza centrífuga se disminuya, evitando que las alas se golpeen con las paredes internas de las jaulas.
Reductores para bajar la velocidad con el propósito que, al pasar el vehículo sobre ellos, la plataforma se levante lo mínimo posible. De esta manera, los golpes que reciben los animales en las espaldas también disminuyen.


Llegada a la planta
Clima cálido, después de pesados los camiones pasan a una estación de lavado similar a las que existe en las granjas.
Dependiendo del tamaño de los vehículos y la carga el tiempo oscila entre 30 segundos y 1 minuto.
Seguidamente se trasladan a la zona de espera donde debe existir una adecuada infraestructura y efectiva para extraer el calor evaporativo.
El monitoreo de las temperaturas y humedades relativas – HR- de esta área reviste la mayor importancia, con el fin de que las aves estén tranquilas esperando su turno de procesar.
En el mercado se consiguen sistemas sofisticados que permiten conservar los parámetros de control de estas variables 22ºC a 26ºC- HR: 65%, Cada empresa establece estos valores.


PROCESAMIENTO
Zona de colgados pollos vivos
A esta área llegan las aves en jaulas o en contenedores, durante este traslado los animales permanecen dentro de sus recipientes. Para ello se coloca una rejilla que impida la salida de los pollos de las jaulas.
De esta manera, no se pierde tiempo capturando las aves que caminan por el piso de esta sección.
El puesto de colgado de pollos vivos debe tener entre otros aspectos ergonómicos los siguientes:
- Dos tipos de luces:
- Blanca que se utiliza cuando la planta no está funcionando y/o durante su limpieza.
- Azul cuando se están procesando aves.
- Actualmente se consiguen bombillos con doble filamento, que facilita su operación.
- Adecuada renovación del aire que reciben los operarios en la parte superior de la espalda y del cuello, evitando que el polvo que tienen las aves en sus plumas y piel, no le llegue a su rostro impidiendo la visión.


- Al tomar los pollos, sacarlos de las jaulas o del contenedor, los trabajadores cuelgan los animales en los ganchos formando un ángulo de aproximadamente 45 grados, condición que se denomina Distancia Normal de Trabajo.
- Este detalle permite que el personal haga su labor con el menor desgaste posible, aumentando su rendimiento, medidos en pollo / hora- trabajador, lográndose hasta 1.800 aves/hora-operario.
- Este acercamiento de las aves a los ganchos representa un descanso de 1 hora durante el turno.
- Este detalle permite que el personal haga su labor con el menor desgaste posible, aumentando su rendimiento, medidos en pollo / hora- trabajador, lográndose hasta 1.800 aves/hora-operario.
- La guía metálica detrás de los ganchos debe estar en contacto permanentemente con ellos. De esta manera, el personal siempre tiene los ganchos a la misma distancia.
- Los ganchos no deben estar partidos ni doblados
- Los ganchos deben estar completos y conectados entre sí, a fin de asegurar la misma distancia en cada una de las operaciones que lleva a cabo.
- Todos los ganchos deben estar llenos
- Las patas de los pollos deben llegar hasta el fondo de los ganchos suavemente, evitando se dañen las patas fracturándolas.
Dependiendo del tipo de gancho, estos pueden reformarse para que sean expandibles en el trayecto que recorren las patas.
- El desplazamiento de los troleys – ruedas-, debe hacerse sin sobre salto. En estas condiciones no se altera la tranquilidad que deben tener las aves hasta llegar al aturdidor.
- El tiempo del tramo último del colgador y la entrada al aturdidor debe oscilar entre los 20 segundos y 30 segundos, impidiendo que la sangre se almacené en las alas. Además, cubierto con una especie de túnel fabricado con lona plástica.
- El masajeador de pechugas: Debe estar rígidamente instalado permitiendo ajustarlo horizontal y/o verticalmente según el peso promedio de los animales.
Objetivo: Una vez los animales ubicados en los ganchos, son soltados y no deben aletear, porque la pechuga entra inmediatamente en contacto con esta superficie que puede ser plana o circular.
Si esta condición especial no se cumple al aletear los pollos, se comienza a depositar más sangre en las alas. Estas cantidades extras de sangre afectan la calidad Grado A de las alas.
Aturdidor
Los puntos críticos a revisar continuamente para que los ajustes de este equipo se realicen acorde con el peso promedio vivo, sexo, etc. son los siguientes:
- Eléctricos: Frecuencia, tipo de onda, voltaje, amperaje
- Tiempo dentro de la tina: 10 a 12 segundos
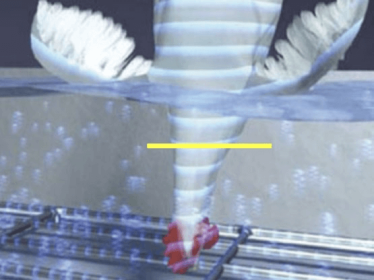
- Altura agua en la tina: el nivel de agua debe estar 3 centímetros antes de que el pescuezo se conecte con la pechuga. Este detalle garantiza que el agua nunca tocará la pechuga, conformada por dos músculos pectorales que funciona antagónicamente: Tipo bisagras.
Aspecto importante: Hasta donde las circunstancias lo permiten, el recorrido entre el colgado y la entrada al aturdidor debe tener la menor cantidad de giros o cambios de sentido, con el fin de no alterar el estado de quietud que deben conservar los animales antes de ingresar al gabinete del aturdidor.
Como la corriente son impulsos y contracciones, se favorece la ocurrencia de ruptura de vasos sanguíneos formándose hemorragias y fracturas de los huesos frágiles que conforman el tórax.



- Prechoque: la entrada de los pollos a la tina debe ser libre como acontece en las escaldadoras.
- El nivel del agua de la tina debe permanecer siempre a la altura inicial. Algunas plantas han establecido que las cabezas de los pollos deben estar separadas más o menos 2,5 centímetros de la lámina perforada a través del cual se distribuye la corriente.
Sacrificio y desangrado
En términos prácticos, un buen aturdido se confirma cuando los pollos dejan la tina del aturdidor vibrando inicialmente –fase tónicay luego se relajan completamente – fase clónica-.
En esta condición de quietud debe ingresar a las guías de los matadores automáticos killer-. Este tiempo oscila entre los 10 y 12 segundos, donde los animales recuperan la frecuencia cardiaca completamente.
PDF