





Isso tem trazido benefícios e desafios para o setor, como tecnologias aplicadas, produtos diferenciados para determinados nichos de mercado, formas de manejo e tratamento das aves, bem-estar animal, atendimento a legislações, insumos, biossegurança, profissionalização das granjas, treinamento dos colaboradores, certificações, entre outros; sempre visando a qualidade e segurança do produto e o mercado cada vez mais exigente.
Além da produção de ovos que no ano passado, segundo dados da ABPA, foi de aproximadamente 136,2 milhões de caixas de ovos (caixa com 360 ovos) temos a industrialização de ovos, que compreende os processos de:
-

- Desidratação, ou liofilização

A industrialização de ovos no Brasil teve início nos anos 70 com as primeiras fábricas de pasteurização de ovo líquido no estado de São Paulo. Em meados dos anos 80 começou a fabricação de ovo em pó, utilizando-se para isso equipamentos (spray dryers) destinados para secagem de leite e café.
Atualmente existem fábricas de pasteurização de ovo líquido em todas as regiões do país.
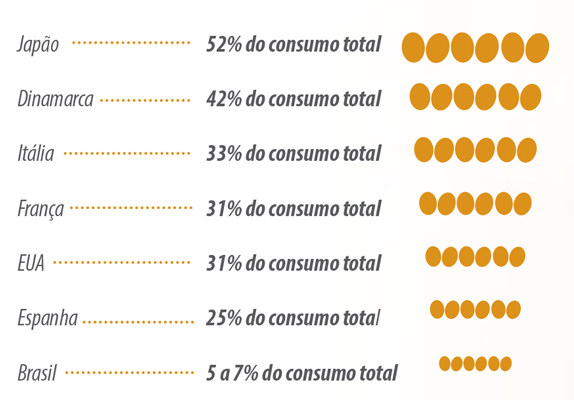
A porcentagem de ovos industrializados no Brasil em relação ao total de ovo consumido é algo em torno de 5% a 7 %, enquanto em outros países esses valores são maiores.

O ovo, além de ser um dos alimentos mais completos que existe, apresenta propriedades funcionais importantes para a indústria de alimentos, destacando-se como:
- Emulsificante;
- Espumante/
- Gelificante e
- Ligante
Além de melhorar as características sensoriais e de textura de inúmeros produtos.
Principais produtos
Os principais produtos de ovos industrializados, encontrados sob a forma líquida refrigerada, congelada ou desidratada, são:
-

- Clara de Ovo Pasteurizada
- Gema de Ovo Pasteurizada
- Formulações com ou sem adição de ingredientes (sal, açúcar, outros)
- Formulações tratadas com enzimas para uma determinada finalidade.

As vantagens da utilização do ovo industrializado são:
- Praticidade e facilidade de uso;
- Segurança no consumo (produto pasteurizado);
- Redução de custos com a eliminação das etapas de quebra do ovo e separação da gema e clara;
- Redução de perdas (ovos trincados, quebrados, estragados e clara retida na casca);
- Eliminação do problema com resíduos (a casca chega a representar de 9 a 11 % do peso do ovo);
- Economia de espaço para armazenamento (principalmente quando se fala de ovo desidratado);
- E produtos de acordo com a necessidade do cliente e aplicação do produto.
O mercado de ovo líquido pasteurizado refrigerado, congelado e/ou desidratado compreende as indústrias de maionese, massas, chocolate, sorvete, confeitarias, panificação, fast food, bebidas, nutrição esportiva, cosméticos, pet food, fármacos e outros.
Tecnologias e Qualidade
A melhoria de equipamentos de processo, desde máquinas quebradoras com melhores rendimentos, scaners para inspeção na separação da clara e gema, filtros automáticos, homogeneizadores, sistemas de pasteurização e envase mais eficientes tem contribuído para um produto de qualidade e processo otimizado.


Filtros automáticos
Outras tecnologias são aplicadas e testadas no processamento de ovos, como ondas eletromagnéticas geradas por campo elétrico, ultrassom, concentração do produto por ultra filtração ou osmose reversa, com o objetivo de otimizar processo, aumentar a vida útil do produto e manter, ou melhorar as propriedades funcionais quando comparadas com o produto obtido pela pasteurização tradicional.
Pasteurização
Um ponto importante a ser destacado em todo o processo da industrialização de ovos é a pasteurização, que é definida como “o emprego conveniente de calor com o fim de destruir microrganismos patogênicos sem alteração sensível da constituição física do ovo ou partes do ovo” (Portaria 1 de 21/02/1990 do Ministério da Agricultura, Pecuária e Abastecimento – MAPA).
Pela composição e característica do ovo e diante da diversidade de uso, qualquer contaminação ou alteração antes, durante ou depois do processamento, pode resultar em modificações da cor, consistência e aspectos microbiológicos, podendo acarretar riscos à saúde do consumidor.
Para garantir a qualidade e segurança do produto, as empresas processadoras de ovos têm que ter implantados e monitorados os programas do PAC (Programa de Auto Controle) do MAPA, que compreendem:
- Boas Práticas de Fabricação (BPF);
- Procedimentos Padrão de Higiene Operacional (PPHO);
- Análise de Perigos de Pontos Críticos de Controle (APPCC), entre outros


Novas tecnologias
Ultra pasteurização
Nos últimos anos, a indústria brasileira vem investindo em novas tecnologias de processo, como a ultra pasteurização e envase asséptico, que alia o uso de homogeneizador ao processo de pasteurização, conseguindo com isso aumentar a temperatura de pasteurização sem desnaturar proteínas, mantendo as propriedades funcionais do ovo e aumentando a vida de prateleira do produto refrigerado (mantido a temperatura entre 0 e 5o C).
Assim, consegue-se obter um grande benefício na distribuição e logística do produto destinado para o food service (restaurantes, padarias, confeitarias, hotéis), além de criar viabilidade para atingir o consumidor final nas gôndolas dos supermercados.


Pasteurizador com homogeneizador (Ultra pasteurização)

industrialização de ovos
Desidratação
Da mesma maneira, o desenvolvimento tecnológico e melhorias no processo de desidratação de ovo tem contribuído para a obtenção de produtos desidratados com performance cada vez mais próxima do produto in natura, permitindo sua utilização em uma variedade cada vez maior de produtos. E uma das vantagens do ovo desidratado é o seu armazenamento a temperatura ambiente.
Enzimas

Temos também a utilização de enzimas para melhorar algumas propriedades funcionais do ovo, como por exemplo:
- As fosfolipases usadas para aumentar a capacidade de emulsificação da gema e do ovo integral para utilização em indústrias de maionese e panificação;
- A glucose oxidase para evitar o escurecimento enzimático na clara e no ovo integral desidratado;
- Proteases para melhorar a reidratação e absorção da clara desidratada; e
- Enzimas para melhorar a aeração da clara de ovo.
Essas novas tecnologias e melhorias no processamento de ovos, juntamente com:

![]()
![]()
![]()
![]()
![]()
![]()
Novas oportunidades e desenvolvimento da indústria
O uso de produtos de ovos pasteurizados, seja na sua forma líquida, congelada ou desidratada, já é bem conhecido na indústria de alimentos brasileira devido as suas propriedades funcionais, praticidade e segurança na utilização.
Desenvolvimento de produtos prontos, ou semi elaborados preparados a base de ovos, como:


industrialização de ovos
![]()
![]()
![]()
![]()
![]()
![]()
São exemplos de nichos de mercado a serem explorados pela indústria de ovos, assim como o mercado de ovo líquido e seus derivados, produzidos com ovos orgânicos, caipiras, free range, cage free, etc.
Outro item a ser melhorado e desenvolvido é o processo de obtenção de carbonato de cálcio proveniente da casca do ovo para o uso nutricional e farmacêutico, e a obtenção de colágeno das membranas da casca.
Técnicas de fracionamento podem ser aplicadas e utilizadas para extração e purificação da lisozima para uso na indústria farmacêutica; extração da lecitina da gema que pode ser usada em cosméticos e produtos alimentícios; bem como de outros compostos bioativos com alto valor nutricional, funcional e farmacêutico.

