O custo da alimentação tem significativa importância na produção animal, já que o alimento representa cerca de 70% do custo do animal vivo, ou dos produtos derivados. Portanto, maximizar o uso do alimento, melhorando o índice de eficiência produtiva através da melhora da conversão alimentar, reduzindo o impacto negativo dos micoorganismos, é indispensável para a viabilidade econômica e ambiental. Uma das formas para melhorar essa eficiência é por meio dos tratamentos térmicos do alimento.
Este texto objetiva indicar alguns parâmetros referenciais de operação para os diferentes processos, com ênfase na peletização e expansão, além de fórmulas classificadas como de alto conteúdo de amido (frangos de corte e suínos em crescimento e terminação), tentando melhorar os resultados com o uso destes processos.
Trata-se de um tema muito controverso, onde aparecem dúvidas e incertezas relacionadas a alguns fatores e parâmetros, tanto nas empresas, como nos diferentes trabalhos científicos disponíveis. Além disso, também há vários aspectos que necessitam ser estudados com maior profundidade. No entanto, neste trabalho, tentaremos oferecer algumas orientações práticas e operacionais.
Principais variáveis trabalhadas nos tratamentos térmicos:

Principais tratamentos térmicos utilizados na fabricação de alimentos balanceados:
![]() Termo-acondicionamento:
Termo-acondicionamento:
Tratamento térmico sem mudança do formato físico. Consiste em aquecer o alimento, em geral via calor indireto; e tem como objetivo básico fazer a higienização do alimento, ou seja, reduzir, ou eliminar microorganismos. Usados mais para reprodutoras de aves e postura comercial com o objetivo de manter a vantagem da granulometria.
![]() Peletização: É o processo mais usado na indústria de alimentos balanceados, em especial para animais de produção econômica (suínos, aves, bovinos). Neste processo, o alimento em farinha é transformado em grânulos (pellets). É o processo mais conhecido e onde acontecem menos dúvidas sobre a viabilidade econômica e operacional.
Peletização: É o processo mais usado na indústria de alimentos balanceados, em especial para animais de produção econômica (suínos, aves, bovinos). Neste processo, o alimento em farinha é transformado em grânulos (pellets). É o processo mais conhecido e onde acontecem menos dúvidas sobre a viabilidade econômica e operacional.
![]() Expansão: Esse processo usa a variável pressão com maior intensidade e, normalmente, é usado como processo de intensificação do condicionamento em linhas de peletização. Também é usado para tratar termicamente (expandir) produtos individuais, ou em conjunto como milho, soja, trigo, tortas etc.
Expansão: Esse processo usa a variável pressão com maior intensidade e, normalmente, é usado como processo de intensificação do condicionamento em linhas de peletização. Também é usado para tratar termicamente (expandir) produtos individuais, ou em conjunto como milho, soja, trigo, tortas etc.
![]() Extrusão: É o processo mais complexo e trabalha com maior intensidade as variáveis. Em função de seu custo, em geral, não é economicamente viável, a não ser para alimentos para animais de companhia e peixes.
Extrusão: É o processo mais complexo e trabalha com maior intensidade as variáveis. Em função de seu custo, em geral, não é economicamente viável, a não ser para alimentos para animais de companhia e peixes.



Cálculo do retorno do investimento com base em algumas premissas previamente estabelecidas para frangos no Brasil, Maio de 2018


Para alcançar os objetivos econômicos e operacionais, é necessário entender como os processos de tratamento térmico afetam os nutrientes, a microbiologia e a forma física do alimento.
Tratamentos térmicos:
Principais impactos sobre os alimentos e processos subsequentes
![]() Os Nutrientes
Os Nutrientes
![]() A proteína melhora até um certo ponto, depois se estabiliza e mais adiante aumentam os riscos da desnaturação excessiva.
A proteína melhora até um certo ponto, depois se estabiliza e mais adiante aumentam os riscos da desnaturação excessiva.
![]() As vitaminas, enzimas, medicamentos e outros complementos são perdidos desde o princípio, o que se instensifica à medida que intensifica-se as variáveis usadas. Estes danos dependem do tipo/sensibilidade e da proteção que apresentam.
As vitaminas, enzimas, medicamentos e outros complementos são perdidos desde o princípio, o que se instensifica à medida que intensifica-se as variáveis usadas. Estes danos dependem do tipo/sensibilidade e da proteção que apresentam.
Tendência de como os Nutrientes são afetados com o Tratamento Térmico e Recomendações de Tempos de Retenção no Acondicionador
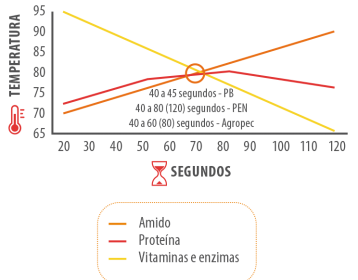
Figura 3. Os nutrientes
Microbiologia:
Redução/Eliminação

Figura 4. Misturador
![]() Regra geral: Quanto mais intenso seja o uso das variáveis, maior será a redução dos microorganismos.
Regra geral: Quanto mais intenso seja o uso das variáveis, maior será a redução dos microorganismos.
![]() Regra Prática: 40 segundos é suficiente para eliminar praticamente todos os microorganismos de maior risco, em especial as salmonellas, desde que a temperatura seja superior a 80oC (ideal 82 a 85oC) e a umidade acrescida via vapor, seja pelo menos de 3%.
Regra Prática: 40 segundos é suficiente para eliminar praticamente todos os microorganismos de maior risco, em especial as salmonellas, desde que a temperatura seja superior a 80oC (ideal 82 a 85oC) e a umidade acrescida via vapor, seja pelo menos de 3%.
![]() É fundamental que o alimento seja fluidizado no acondicionador e que se mescle bem com o vapor. Na prática, devemos verificar que a cobertura do acondicionador esteja limpa.
É fundamental que o alimento seja fluidizado no acondicionador e que se mescle bem com o vapor. Na prática, devemos verificar que a cobertura do acondicionador esteja limpa.

Mesmo que a redução de microorganismos seja bastante eficiente na peletização, ainda temos grandes riscos de contaminação como:
![]() Falta, ou deficiência, de um bom procedimento de limpeza e desinfecção nas paradas longas do processo. Quando as paradas são superiores a 3-4 horas, devemos fazer uma limpeza e desinfecção completas.
Falta, ou deficiência, de um bom procedimento de limpeza e desinfecção nas paradas longas do processo. Quando as paradas são superiores a 3-4 horas, devemos fazer uma limpeza e desinfecção completas.
![]() Resfriamento e secagem deficiente.
Resfriamento e secagem deficiente.
![]() Manter atividade da água do alimento < 0,65%, máx 0,70%.
Manter atividade da água do alimento < 0,65%, máx 0,70%.
![]() Manter a diferença de temperatura pellets x ambiente < 8 ºC, máx 10ºC.
Manter a diferença de temperatura pellets x ambiente < 8 ºC, máx 10ºC.
![]() Não usar ar contaminado para resfriamento e secagem.
Não usar ar contaminado para resfriamento e secagem.
![]() Restringir acesso à área de tratamento térmico.
Restringir acesso à área de tratamento térmico.
![]() Ter equipamentos/silos/caminhões inadequados e/ou limpeza e desinfecção insuficiente desde a planta até o comedouro.
Ter equipamentos/silos/caminhões inadequados e/ou limpeza e desinfecção insuficiente desde a planta até o comedouro.
A qualidade física dos pellets melhora com a intensidade do uso das variáveis (temperatura, umidade, tempo e pressão).
A Qualidade física dos pellets depende muito do processo de acondicionamento. Sem uma boa gelatinização e plastificação não se consegue boas pontes de união entre as partículas.
A pressão de compactação, apesar de ser importante, sem gelatinização e plastificação, não vai gerar resistência duradoura.
Como regra geral, a planta de alimentos deveria entregar os pellets dentro de uma qualidade física específica. Com base na literatura e alguns padrões referenciais, podemos considerar pellets de qualidade:
![]() PDI (Pellets Durability Index): > 90%. Método referencial: Professor Pfost – Kansas University.
PDI (Pellets Durability Index): > 90%. Método referencial: Professor Pfost – Kansas University.
![]() Dureza:
Dureza:
![]() Percentual de Pellets, ou de finos: Esse é o indicador mais importante, em especial, para aves. Algumas referências:
Percentual de Pellets, ou de finos: Esse é o indicador mais importante, em especial, para aves. Algumas referências:
![]() % finos saída planta:
% finos saída planta:
Com peneira < 5 a 6%
Sem peneira < 8 a 10%
![]() % finos no comedouro: < 30% (é o que interessa)
% finos no comedouro: < 30% (é o que interessa)

Figura 5. Dietário calórico por valores de mudanças na qualidade do pellet

Fonte: Predicting Effective Caloric Value of Nonnutritive Factors: I. Pellet Quality and II. Prediction of Consequential Formulation Dead Zones – L. J. McKinney and R. G. Teeter 1 Oklahoma State University. Stillwater, Oklahoma 74078
Depois da saída da planta, os pellets sofrem uma série de impactos cuja intensidade depende da qualidade dos processos seguintes:
![]() Caminhão: O impacto sobre os pellets vai depender do tipo de caminhão, manejo da descarga e sobretudo do sistema de descarga. Principais tipos de caminhões e sistemas de descarga:
Caminhão: O impacto sobre os pellets vai depender do tipo de caminhão, manejo da descarga e sobretudo do sistema de descarga. Principais tipos de caminhões e sistemas de descarga:
![]() Descarga pneumática: usado, principalmente, na Europa. Praticamente não danifica os pellets. Aumenta os finos entre 1 e 3%.
Descarga pneumática: usado, principalmente, na Europa. Praticamente não danifica os pellets. Aumenta os finos entre 1 e 3%.
![]() Descarga mecânica:
Descarga mecânica:
 Transporte do silo da granja ao comedouro.
Transporte do silo da granja ao comedouro.Não há muita informação acadêmica sobre esse tema. Na prática, com base em diferentes avaliações em empresas, é possível concluir que podemos ter, dependendo do tipo e grau de automatização da granja, uma quebra semelhante à registrada no caminhão.
Quanto maior for a intensidade das variáveis usadas nos tratamentos térmicos, melhor será a qualidade física e maior a capacidade de reduzir/eliminar microorganismos, porém, em contrapartida, os riscos de danificar os nutrientes serão maiores. A questão chave é encontrar o equilíbrio entre potenciais ganhos e possíveis perdas.

Um dos maiores desafios da indústria de alimentos compostos, em termos de processamento, são os tratamentos térmicos. Tudo indica que temos grandes oportunidades e, ao mesmo tempo, grandes desafios.
OPORTUNIDADES
As principais oportunidades são:
![]() Melhorar a qualidade nutricional, buscando o equilíbrio entre ganhos potenciais e riscos.
Melhorar a qualidade nutricional, buscando o equilíbrio entre ganhos potenciais e riscos.
![]() Manter a qualidade física até o comedouro.
Manter a qualidade física até o comedouro.
![]() Eliminar os microorganismos patogênicos, sem que haja recontaminação nos processos seguintes.
Eliminar os microorganismos patogênicos, sem que haja recontaminação nos processos seguintes.
DESAFIOS
Os desafios começam no projeto, pois a qualidade física e a produtividade são definidas no projeto e caminham em sentidos contrários. Por isso, sugerimos não comprar equipamentos e sim processos com as especificações de qualidade e produtividade definidas. Para produzir com qualidade será necessário investir em máquinas maiores e mais seguras, investir em peneiras para separar os finos e na adição de líquidos post pellets.

Assim, sem pretenção de esgotar o assunto, ser dono da verdade e não dar respostas prontas e definitivas, esperamos ter contribuído para avançar um pouco mais neste tema. Assim, sem pretenção de esgotar o assunto, ser dono da verdade e não dar respostas prontas e definitivas, esperamos ter contribuído para avançar um pouco mais neste tema.